- Главная страница ›
- База знаний ›
- Черепашки, липучки, АГШК или алмазные шлифовальные круги - Гантельстан - станки для обработки камня
Черепашки, липучки, АГШК или алмазные шлифовальные круги

Многие заказчики сталкиваются со сложностью, когда идет речь о выборе гибких шлифовальных кругов (они же в обиходе называются черепашками). Давайте попробуем разобраться.
Черепашки, липучки, АГШК
Черепашка представляет собой гибкий круг, поверхность которого обработана алмазной крошкой.
Цель применения: шлифовальные и полировальные работы.
В профессиональной среде инструмент называется алмазный шлифовальный круг. Черепашками их называют из-за характерного узора, который визуально напоминает черепаший панцирь.
Для фиксации круга на поверхности тарелки, на обратной стороне предусмотрена специальная липучка. Слой алмазной крошки нанесен в виде сегментных разделений. Липкий слой обеспечивает беспрепятственное крепление материала к специальной насадке.
Насадки должны меть такой же диаметр, как и АГШК. Чаще всего используются изделий со следующими параметрами:
- 100 мм;
- 125 мм.
Насадка предназначена для фиксации со шлифовальной машинкой или болгаркой.
Для чего используется круг черепашка?
Инструмент востребован при шлифовке и полировке поверхностей. А именно:
- Мрамора;
- Гранита;
- Керамики;
- Твердых видов камня;
- Керамогранита;
- Бетона.
Стоит отметить, что некоторые виды агшк находят свое применение для работы по металлическим поверхностям.
С учетом таких показателей, как твердость материала и специфика работы, обусловлен необходимый тип зернистости шлифовальных кругов. Кроме того, работы можно выполнять как с увлажнением, так и насухо. В первом случае целесообразно выбирать шлифовальные диски с сегментом призма, во втором – с сегментом сота. Отличия заключаются в форме сегментов.
Технология обработки зависит от типа и особенностей рабочей поверхности.
Технологий выполнения шлифовки с помощью шлифовального круга довольно много. Инструмент применяется при полировке элементов декора, мозаики, плитки, снятия фасок, а также при шлифовке поверхностей из гранита, бетона, мрамора и др.
Шлифовка гранитных, мраморных и бетонных поверхностей
Как уже было сказано выше, черепашка может работать с водой или без нее. Технология выбирается с учетом конкретного случая, при этом принимается во внимание объем и сложность работ.

Шлифовально-полировальный станок «Блеск» Гантельстан
Сухой тип шлифовки целесообразно выбирать, если требуется обработка поверхностей большого размера. Инструмент отличается крупными сегментами, что снижает возможность попадания пыли и грязи в межсегментные пространства.
Мокрый тип шлифовки предусматривает подачу воды. Как правило, черепашки оснащаются большим количеством борозд и малыми сегментами.
Воздействие центробежного усилия способствует устранению всевозможных загрязнений в ходе рабочего процесса.
Шлифовка и полировка торцов столешниц, каменных полов и подоконников
Алмазные гибкие диски для шлифовки и полировки дают возможность обработать не только мраморную и каменную поверхность, но также декоративную плитку, скульптуры и даже столешницы. Широкая сфера применения обусловлена гибкостью круга.
Так, придерживаясь правильной последовательности технологии обработки, можно придать поверхности безупречный внешний вид. Инструмент часто используют для чистовой отделки подоконников, каменных столешниц, ступеней.

Полированные ступени
Реставрация гранита, мрамора, агломерата
АГШК находят свое применение и в реставрационных работах.
Обрабатывая поверхность, важно принять во внимание предельную частоту вращения электрического инструмента – не более 2600 об/мин. При несоблюдении этого требования повышается риск перегрева.

Оптимальный диапазон частоты вращений: от 1000 до 2500 об/мин.
Для реставрации могут применяться круги с различной зернистостью. Для правильного выбора расходника, рекомендуем ознакомиться с приблизительными требованиями к кругам с учетом вида обработки:
- Для обработки поверхностей с сильными неровностями, шероховатостью, лучше всего выбирать мелкозернистое приспособление (30/50). Такое решение позволит сгладить существующие неровности и убрать видимые дефекты;
- Чтобы выровнять поверхность камня, подойдет диск с зернистостью 100/150/200 ед.;
- Круг с зернистостью 400 используют на последующем этапе, затем можно использовать 800 зерно;
- АГШК можно использовать для придания поверхности глянцевого блеска. Для этого нужно выбирать диски с зернистостью 1500 и выше. Для чистовой обработки рекомендуем обратить внимание на диск с маркировкой Buff.
При выборе показателя зернистости, важную роль играет технология работы (сухая или мокрая). Как правило, для обработки одной поверхности используют не менее 6 видов дисков.
Выравнивание мест реза при работе с керамогранитом и керамической плиткой
Что касается работы с плиткой и керамогранита любого типа, здесь идеальным решением станет черепашка для плитки украинского производства ДиСтар (DGM-S 100 Hard Ceramics). Округленная форма модели исключает вероятность залома кромки рабочей поверхности. Данная фреза разработана именно для таких работ.
Основные характеристики алмазных шлифовальных дисков
Основной характеристикой ашд считается твердость. Далее принято рассматривать содержание алмазов на 1 сантиметр/куб (величина измерения - караты).
В действующем ГОСТ установлены стандартные значения для этих показателей:
- К 25 = 1.1 ct/cm 3
- K 50 = 2.2 ct/cm 3
- K 75 = 3.3 ct/cm 3
- K 100 = 4.4 ct/cm 3
- K 125 = 5.5 ct/cm 3
- K 150 = 6.6 ct/cm 3.
Примечание. Возможны отклонения концентрации как в большую, так и меньшую сторону.
Важная роль данного показателя обусловлена тем, что он в значительной степени влияет на технические характеристики и стоимость круга.
Например, изделия с небольшой высотой алмазного слоя и твердым типом связки обозначаются как К 125.
Такой параметр обеспечивает неизменность периферийного строения на протяжении всего рабочего цикла.
За равномерное распределение и фиксацию абразивного материала отвечает связывающее вещество, именуемое связкой.
В производстве принято использовать три их разновидности:
- Металлическая. Рабочая поверхность подходит для черновой обработки (например, заточки элементов из твердых металлов, металлокерамики, среза объемных припусков).
- Гальваническая. На металлическую основу наносится никель в один либо несколько слоев, поверх него наносится углеродный абразив. Предназначен для распиливания и шлифовки минеральных структур. Пользуется популярностью в сфере изготовления алмазных установок для бурения, а также подходит для итоговой обработки пуансонов и т. п.
- Органическая. Состав изготавливается на основании бакелита в комбинации с формальдегидными смолами. Отличается низкой теплопроводностью, поэтому широко используется при сухом методе обработки для чистовой шлифовки и полировки.
Рабочие характеристики прибора определяются также типом и шириной алмазного слоя. Абразивное вещество может наноситься на внешнюю либо внутреннюю часть шлифовального диска. Геометрия определяет объем абразива и ценовой диапазон модели.
Высота влияет на эксплуатационные свойства конструкции, а ширина обуславливает объем площади, которая контактирует с обрабатываемой поверхностью. Следовательно, от этих параметров зависит и температура нагрева.
Например, конструкции с небольшой шириной могут эксплуатироваться на повышенных оборотах, при этом обеспечивать более глубокий рез.
Большая ширина обеспечивает максимальную точность и чистоту.
Справка! В соответствии с технологичными параметрами, ширина обрабатываемой поверхности должна быть больше, чем ширина диска. Получить равномерное распределение усилия и обеспечить его самозатачиваемость возможно только при соблюдении всех технологических требований.
Виды АГШК
Все образцы алмазных дисков для шлифовки изготавливаются в строгом соответствии с регламентом ГОСТ, который разработан на основании европейских стандартов.
Принятая классификация алмазных дисков выглядит следующим образом:
- с учетом конструктивных особенностей;
- с учетом формы и особенностей расположения алмазного слоя;
- с учетом конструктивных различий (речь идет о строении корпуса).
К самым популярным модификациям относят:
- плоские (дисковые);
- чашечные;
- тарельчатые.
Геометрия дисков может иметь несколько вариаций профиля:
- кольцевой;
- конический;
- с односторонней/двусторонней выточкой и пр.
- Диск тарельчатой формы применяют для работы со стальными, чугунными, стеклянными поверхностями. Изделия этого типа подходят для заточки твердых напаек, удаления лакокрасочных слоев.
- Чашечный круг используется для поверхностей, которые плохо поддаются обработке (например, стекло).
- Конструкции с прямым профилем представляют собой плоские изделия, алмазная крошка наносится с торцевой части. Предназначены для создания точных линий.
Абразивность полировочных изделий с напылением зависит от зернистости, а именно — от размера зерна.
Маркировка
Маркировка алмазных дисков указывает следующую информацию:
- конструктивные особенности, геометрические параметры;
- технические характеристики связки и абразивов.
По усмотрению производителя правая сторона строки может содержать дополнительную информацию. На сетевых ресурсах можно найти таблицы для расшифровки маркировочных обозначений. Многие пользователи руководствуются параметрами ГОСТ (24747-90).
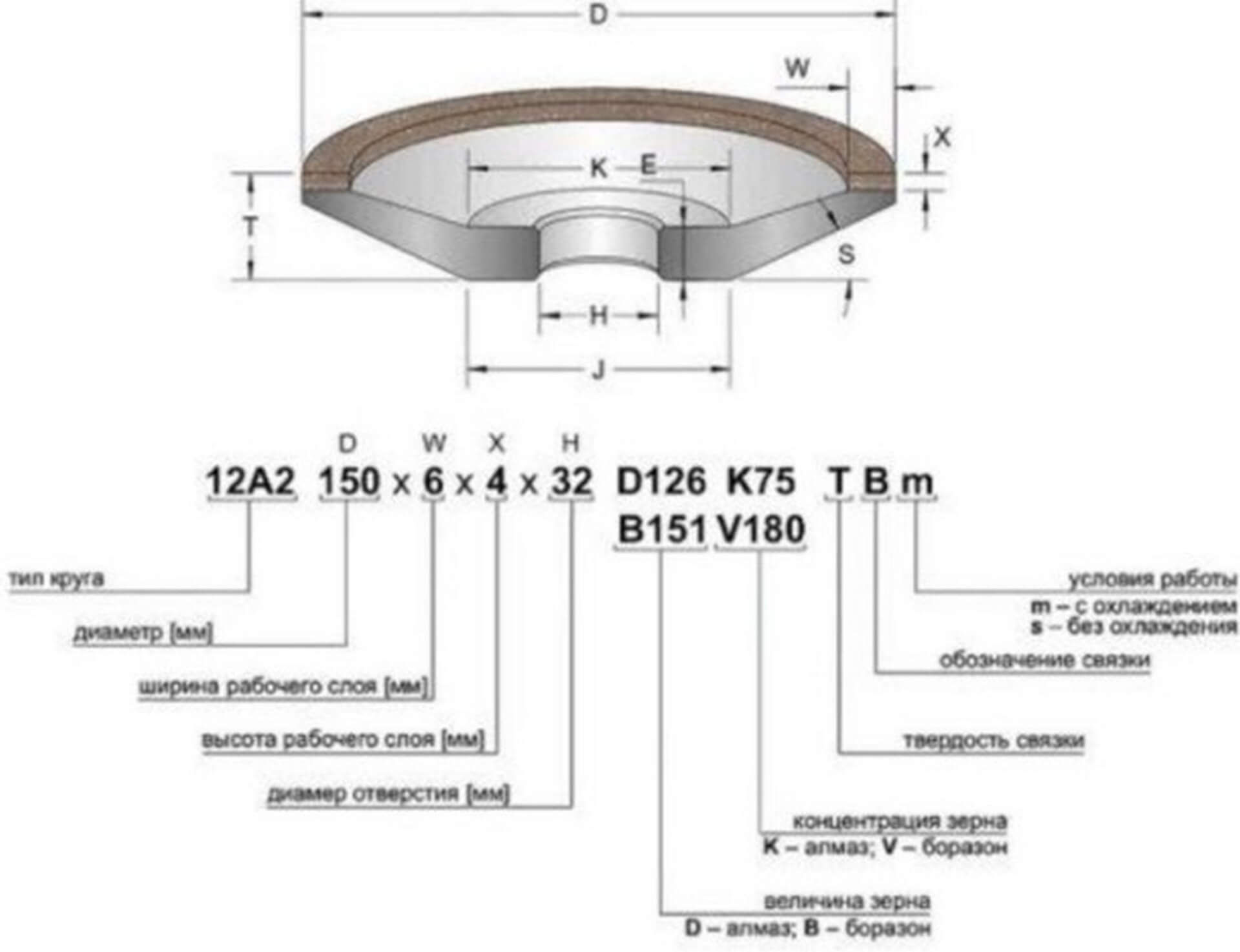
Обозначения:
- D 16 обозначает количество углеродного абразива (по FERA);
- К 75 - это его состав на 1 карат;
- В обозначает органическую связку (по FERA);
- Т - код плотности органической связки.
Помимо этого, маркировка может содержать информацию с требованиями по эксплуатации, а также показания предельной скорости, вращающие показатели (направление, скорость для безопасного использования).
Зернистость также стоит принять во внимание. Именно от этого показателя зависит качество поверхности после обработки.
Как выбрать АГШК
Для того, чтобы выбрать подходящий тип изделий, рекомендуем принимать во внимание все рассмотренные показатели в совокупности. Информация о целевом назначении изделий с различным размером абразива представлена в соответствующем разделе.
Популярные модели и производители
Современный рынок предлагает довольно большое количество алмазных конструкций для шлифовки. Рассмотрим несколько самых удачных:
- производитель Kling Spor. Немецкий концерн, предлагающий около 2000 типов инструментов с алмазным напылением. В каталоге можно найти многопрофильные диски. Наиболее востребованными считаются сегментные изделия;
- компания Bosch занимает лидирующую позицию на рынке и предлагает широкий выбор дисков, в т. ч. сплошные. Такие абразивы демонстрируют отличные эксплуатационные характеристики при обработке камня и других твердых материалов;
- Ильич - завод абразивных приспособлений, который находится в Санкт-Петербурге. является одним из первых производителей абразивного инвентаря. Например, круги Ск-ТДР позволяют работать с минеральными поверхностями, включая камень. Завод занимается производством собственных искусственных алмазов и микропорошка;
- Полтавские алмазы предлагают множество инструментов для резки и шлифовки. Например, круги Ск-ТДР позволяют работать с минеральными поверхностями, включая камень. Завод занимается производством собственных ;
- «Полтавские Алмазы» — все типы углеродистого инструмента для шлифования, резки, в том числе диски — Ск-ТДР. Созданы для обработки минеральных поверхностей, например каменных.
- Петербургский завод абразивных изделий «Ильич», один из старейших. Предприятие самостоятельно производит искусственные алмазы (так же, как и алмазный микропорошок).
Как довести поверхность до зеркального блеска
Чтобы поверхность получила зеркальный блеск, рекомендуем использовать насадки 1500, 300, а также Buff. При мокрой обработке нужно снизить подачу воды.
При чистовой отделке проводится дополнительная полировка с помощью войлочного круга и алмазной пасты. Для нанесения состава имеется специальная войлочная насадка.
Для мокрой обработки рекомендуется использовать диски со следующими показателями зернистости:
- Ф 100 мм: 30/50/60/100/150/200/300/400/500/600/800/1000/1200/1500/2000/3000;
- Buff (черный или белый).
Для сухой обработки:
- Ф 100 мм: 50/100/200/400/800/1500/3000;
- Buff (черный или белый).
Станки для обработки камня
Предприятие Гантельстан (ИП Мальцев М.В.) более 17 лет производит и поставляет станки для обработки природного камня в любые регионы России и страны СНГ.
Контакты




456591, Россия, Челябинская обл. Еманжелинский р-он, пос Зауральский ул.Линейная, д.14
Подписка на рассылку
Чтобы получать новости о новинках и другую полезную информацию, пожалуйста, подпишитесь на нашу рассылку.
© 2025 Гантельстан